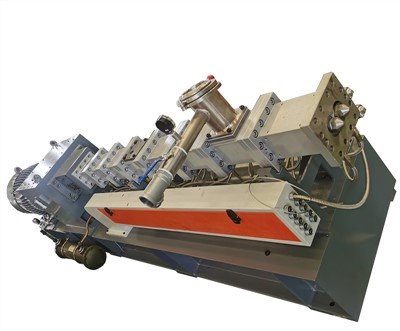
Corotating Twin Screw Extruder
Why Choose Us
High Quality
Since it is founder, COLOWE has focused on quality and have stood out for the flexibility and attention given to every single need of each customer.
Customized services
During the design stage COLOWE study the best solutions for each customer's business, customising machines with each customer who choose COLOWE .
Professional Team
Our professional team collaborate and communicate effectively with one another, and are committed to delivering high-quality results. They are capable of handling complex challenges and projects that require their specialized expertise and experience.
Rich Experience
Our company has many years of production work experience. The concept of customer-oriented and win-win cooperation makes the company more mature and stronger.
What is Corotating Twin Screw Extruder
A Corotating twin screw extruder is an advanced engineered machine consisting of two inter-meshing co-rotating screws mounted on splined shafts along a process barrel. The screws are made in modular segmented sliding disks with different geometries to process a great variety of materials. In addition, this screw design is self-wiping, a feature that eliminates stagnant zones over the entire length of the process section.












• Highly flexible modular system
• Energy saving, low specific-energy consumption
• The high intake capacity of feed screws
• Fast recipe or color change due to self-wiping geometry
• High platinization capacity
• Calibrated control of melt temperature
• High homogenizing/distributive extrusion capacity
• High dispersive extrusion capacity
• Fine-tuning of residence time-shear/elongation stresses parameters balance
• High venting efficiency due to the large surfaces and the system modularity
Difference Between Corotating TwinScrew Extruder and CounterRotating TwinScrew Extruder
Installation
In the process of installation, there is no need to distinguish between the same twin screws and the same two screws.
The two screws of the counter-rotating twin-screw extruder are different and cannot be installed incorrectly, otherwise the material may not be added or even the screw will be damaged.
Shear stress is different
In a co-rotating twin screw extruder, during each screw rotation, the polymer is transferred from one screw to another and moves along the “∞” mode.
The polymerization flow is towed, so in this respect it is similar to the flow in a single screw extruder. However, when moving between screws, the polymer passes through a longer path and withstands a higher shear force. There is a reverse rotational motion in the screw gap, so there is a high shear stress in this area.
Therefore, the co-rotating twin screw extruder has a strong ability to disperse and mix plastics, the residence time of the material in the barrel is short, and the self-cleaning ability of the screw barrel can be obtained.
In a counter-rotating twin screw extruder, the polymer basically does not flow from one screw to another as it rotates in the same direction.
There is a co-rotating motion in the screw gap, so it does not produce high shear stress in this area like co-rotating extrusion.
The extruder has the advantages of low rotational speed, low shear calorific value, and the material is not easy to decompose, so it does not require high thermal stability, so it is especially suitable for the forming and processing of heat-sensitive materials (such as PVC).
Velocity distribution has different characteristics
The velocity distributions of co-rotating and counter-rotating twin screw extruder have different characteristics. In the meshing area of the counter-rotating twin screw extruder, the polymer has a strong movement trend in the cross section because the velocity directions of the two screw surfaces are the same. Therefore, the maximum speed in the counter-rotating twin screw extruder is located in the meshing area.
In the co-rotating extruder, the maximum speed is always at the tip of the two screws.
Compared with the reverse rotary extruder, the co-rotating extruder is expected to provide better polymer mixing. Therefore, the popularity of co-rotating extruder in compounding, devolatilization and chemical reaction applications.
The solids transport capacity of counter-rotating is limited
Near the hopper, the solid particles are distributed above the screw and transported freely along the screw.
However, the particles are mainly transported at the bottom of the barrel, and only a small part of them are transported at the upper part of the screw. The particles are collected in the bottom area of the barrel, near the propelling thread of the screw, and the particles are then heated by the barrel and dragged into the gap between the screws. In solid transportation, raw materials are transported forward in the shape of a similar closed “C” chamber. The material output efficiency of the counter-rotating extruder is lower, the pressure of the molten material in the barrel is lower and the pressure stability is poor.
Self-cleaning ability
In the co-rotating twin-screw extruder, because the speed direction of the screw edge and the screw groove in the meshing area is opposite, and the relative speed is large, it has a quite high shear speed, can scrape off any accumulated material adhered to the screw, and has a very good self-cleaning effect. as a result, the residence time of the material is very short, and it is not easy to cause local degradation and deterioration.
The application of co rotating twin screw extruder is different from that of counter rotating twin screw extruder
The counter-rotating extruder can better feed polymers into the extruder, especially in the case of polymers in the form of powder or polymers showing sliding properties, and provide particles in the extruder with shorter and less varying polymer residence time. Counter-rotating twin-screw extruders similar to gear pumps provide maximum positive displacement, so they are the preferred machines for profile extrusion, mainly from thermosensitive materials. And because its reducer bearing has larger installation space and can bear the greater axial force of screw work, it is widely used in the extrusion of rigid PVC products, but the manufacture of this kind of extruder is more difficult, so now when the conical diameter is larger than 80mm, parallel twin-screw extruder will be used instead of production.
Coaxial twin-screw extruder consists of extrusion system, feeding system, transmission system, heating and cooling system and control system and other main parts:
Extrusion system
Barrel, screw and head connector (including multi-hole plate)
Feeding system
Hopper, feeder and feeder drive unit
Drive system
Motor, gearbox and thrust bearing
Heating and cooling system
Heating and liquid cooling channels inside the barrel
Control system
Realize the automatic control of the whole extruder unit
The functions of each part are similar to those of single-screw extruder, but the structure is much more complicated than that of single-screw extruder.

Structure Characteristics of Co-Rotating Twin-Screw Extruder
Combined screw
The obvious feature of the coaxial twin-screw extruder is that the screw and barrel are of "building block" design. The screw consists of a number of elements set on the mandrel, such as threaded elements, kneading blocks, toothed mixing disk, retaining ring, etc.; barrel is also composed of different barrel segments (fully closed, with exhaust port, with the charging port).
According to the specific materials, formulations and the requirements of the performance of the mixture to be prepared, through the scientific combination of different types, different numbers of screw elements and barrel elements in a certain order, so as to efficiently complete the set mixing task.
And by changing the combination order of screw and barrel, it can realize the good use of different materials and formulas, and achieve the purpose of multi-purpose and multi-functionality of one machine.
In addition, another advantage of the building block design is that it can locally replace the worn out thread elements and barrel elements, avoiding the scrapping of the whole screw or barrel and greatly reducing the maintenance cost.
Modular barrels
The modular design of the barrel, can be connected by flange or tie rods, usually small machines use tie rod connection. The barrels are usually embedded with bimetallic bushings to improve the wear resistance of the inner surface of the barrel. In order to achieve a precise temperature history, each barrel has a separate heating/cooling design, resulting in a good combination of cooling and heating functions.
Extrusion Process Analysis of Coaxial Twin-Screw Extruder
By combining various threaded elements, all coaxial twin-screw extruders have the functions of charging, melting, mixing, exhausting, pressure building and conveying to realize various processes such as material conveying, plasticizing, shearing, exhausting, pressure building and extrusion. The structure and function of isotropic twin-screw extruder is very similar to single-screw extruder, but there are great differences in the working principle. Mainly in the following aspects.
Forced conveying
Engage the same direction of rotation of the twin-screw, in the engagement of the two screws moving in the opposite direction of speed, a screw to pull the material into the mesh gap, and another screw to push out the material from the gap, the result is that the material from one screw screw groove to the other screw
The result is that the material is transferred from one screw groove to another screw groove, and the material is forced to be conveyed along the screw in the direction of the head in the shape of "∞".
Homogenization and mixing
Isotropic rotating twin-screw in the engagement at the gap is very small, screw prism and screw groove speed in the opposite direction, the relative speed is large, so the engagement area has a very high shear speed, shear force is very large, the mixing effect is far better than the single-screw extruder and anisotropic rotating twin-screw
The mixing effect is much better than single-screw extruder and anisotropic twin-screw extruder.
Self-cleaning
Isotropic rotating twin-screw extruder, due to the engagement zone screw prongs and screw groove speed in the opposite direction, the relative speed is large, so it has a fairly high shear speed, can scrape off any material adhering to the screw, there is a very good self-cleaning effect, thus making the material
The residence time of the material is very short, and it is not easy to produce local degradation and deterioration.
Plasticization of materials
The size of the screw gap has a great impact on the quality of material plasticization. The smaller the gap, the greater the shear force, but the amount of material through the decrease; the larger the gap, the amount of material through the increase, but the shear force decreases.
Material compression
Coaxial twin-screw extruder compression of materials in many ways, the comprehensive effect is good.
Feeding method
Coaxial twin-screw extruder requires uniform and quantitative charging, the use of metering starvation feeding method.

Co-rotating twin-screw extruder, commonly used for physical modification of polymers: blending, filling and fiber reinforcement, batching or mixing, can also be used for molding products extrusion. The permissible shear rate is around 60~1401/s, the screw linear speed is 30~50m/min, up to 160m/min. High-speed meshing type coaxial twin-screw extruder is commonly used in the mixing of materials and as a continuous chemical reaction extrusion and exhaust operation, the rotational speed of this type of extruder is in the range of 300~1800r/min. In addition, the twin-screw extruder has good feeding characteristics, which is suitable for powder processing. In addition, the twin-screw extruder has good feeding characteristics, suitable for powder processing, and has better mixing, exhausting, reaction and self-cleaning functions than the single-screw extruder, and shows its superiority when processing plastics with poor thermal stability and co-mingled materials. Through the combination of different forms of screw elements, the coaxial rotary twin-screw extruder with exhaust function designed in the form of building blocks can be applied in the following aspects.
Operating Procedures of Coaxial Twin Screw Extruder
Heating: Set the temperature of each zone according to the needs of the process, the general heating time is about 1 hour, the head of the heating speed will be relatively slow, to the set temperature, turn on the pump, you need to keep constant temperature for about 20 minutes to ensure that the head of all the material melted; test the temperature control meter and solenoid valve is normal.
Before the start of the preparation
First check whether the oil level in the gear box of the extruder is normal, whether there is any oil leakage; check whether the water level in the water tank is normal, whether there is any leakage at the interface of the water pipe; clean the hopper, the discharge port, the fiberglass port, the vacuum port and other locations, according to the situation to decide whether to change the filter. Remove the residual pellets in the pelletizer.
Starting
Start the oil pump, the host, turn on the main motor, and in the idle state gradually increase the speed, keep the host rotating at 20rpm for about 1 minute, detect whether the idle current of the host is stable or not.
If the host is running well, start the feeding motor at low speed and add materials, generally keep the feeding speed at about 5, when the materials are extruded from the head, speed up the screw speed and gradually accelerate the feeding speed. First speed up the screw speed until the current is stabilized, and then speed up the feeding speed, so that the feeding and the host's speed to match, each time the increase value should not exceed 2,.
In step c operation, always pay attention to the host current and head pressure, under normal production, the host current is generally controlled at about 130A, if there are special circumstances, the current deviation is allowed, but not more than 150A. also pay attention to the running condition of the whole set of equipment, if there is any abnormal noise or vibration, stop the machine immediately and check the problem.
Before preparing to pull the strip, turn on the vacuum pump, blow dryer, cutting granulator, before the vacuum pump is turned on, first of all, close the valve between the vacuum system and the vacuum chamber, and then open the inlet valve of the vacuum pump, turn on the vacuum, pay attention to the material at the exhaust port, if it has been completely plasticized and there is no emergence of the material situation, close the lid of the vacuum chamber and open the valve of the vacuum pipe to maintain a high degree of vacuum, generally controlled at 0.08Mpa Above.
Pull the strip cut grain after the whole system works normally, adjust the speed of the cut grain machine, make it and extrusion material strip speed match, according to the extruder output changes to change the speed of the cut grain machine, control the size of the particles, the standard size of the particles is the diameter of 3mm, the length of 3mm.
If the phenomenon of temperature fluctuation in the production process is very large, check whether the temperature control meter is normal, whether the solenoid valve is in working condition, whether the degree of manual valve opening is too large or too small. If the temperature drops abnormally, check whether the switch corresponding to the heating zone is jumped off and whether the fuse is blown. If the temperature rises abnormally, check that the thermocouple is not loose, the manual valve is not closed, the solenoid valve is not working, and the cooling water pipe is not blocked.
Normal parking
For some easy to decompose materials, especially bromine-based flame retardant fuels, production is complete, you must use ordinary ABS or PP, PE to remove the residual material in the screw until the material is basically clean before stopping; change the material, pay attention to reduce the feeding speed to 5-10.
Close the vacuum pump pipeline valve and open the vacuum chamber lid, close the vacuum inlet valve, turn off the vacuum pump power supply.
Make sure there is no material in the hopper, gradually reduce the feeding speed to zero, press the feeding stop button.
Gradually reduce the host speed to zero, so that the screw stops rotating, and then press the host stop button. Then press the oil pump stop.
Turn off the water pump, blow dryer, pelletizer and all water pipe valves.
Emergency stop
In case of emergency, such as employee accident, screw holding, equipment alarm, etc., immediately press the red emergency stop button, then cut off the power switch, and reset the mainframe rotational speed and feeding rotational speed, and then restart the machine according to the above steps after troubleshooting.
The bar is not stable: This situation generally has three reasons in the process: a. Screen clogging, parameters show that the head pressure is too high, the host current bias, the vacuum port bubbling material, the material bar slightly foaming phenomenon; treatment.
Screen clogging, the parameters show that the head pressure is too high, the host current is large, the vacuum port bubbling material, the material strip is slightly foaming and other phenomena; treatment: replace the screen.
The head temperature is too low, the parameters show that the head temperature is low, the head pressure is too large, the host current is large, the vacuum port bubbling material and other phenomena, resulting from the following reasons: the head area temperature control table does not work, the head area heating switch jumped, the head heating area fuse burned out, the head of the thermocouple loose or broken wire; corresponding treatment: replace the temperature control table, open the heating switch, replace the fuse, fix or replace the thermocouple.
Processing temperature is too high or too low, the temperature is too high will make the head out of the material is not a strip, or material decomposition and other phenomena, easy to break the strip; temperature is too low will appear in the head of the material strip curls, the surface is not smooth, and occasionally accompanied by pimples out of the treatment: check whether the temperature control is normal (see b), adjust the degree of the opening of the various cooling water valves, check the solenoid valve is working properly, the solenoid valve is not clogged.
Host alarm: The common reasons for host alarm are mainly two
Host overload, host current overload for a long time, or instantaneous current is too large will cause the host alarm, if it is a long time overload, the general cause is feeding too fast, host speed is too slow, or individual area temperature is too low. Check whether the feeding speed is too fast, whether the host speed is normal, whether the temperature of each zone is normal. If it is instantaneous current overload, should press the emergency stop button, immediately stop the equipment running, check whether there is a large piece of metal or other hard objects fall into the screw, or screw and gearbox connection whether there is a screw loose, and finally go to the screw to check whether there is a threaded block is broken.
Head pressure is too large, usually because the screen is clogged, or the head temperature is too low, check whether the head temperature is normal, change the screen.
Feeding alarm: The cause of feeding alarm and host overload is basically similar, check whether there is a hard material or large pieces of material stuck screw, feed screw whether there is loose or fall off phenomenon.
Vacuum or glass fiber mouth bubbling material: Too low and too high temperature will produce vacuum or glass fiber mouth bubbling material, head pressure is too large will also produce vacuum mouth bubbling material, check whether the temperature of each area is normal, whether the head pressure is normal, whether it is necessary to replace the screen. 4. if the production process needs to be adjusted to the main machine overload is basically similar.
If the process needs to be adjusted in the production process, the technician or technologist must be notified, and after the modification is normal, the process sheet will be recorded, the quality inspection will be notified to check the performance, and the production record sheet will be recorded in the comment column of the problem and the solution method.
Working Principle of Co-rotating Twin Screw Extruder

Melting process
The melting process of the coaxial twin-screw extruder is to melt the plastic pellets after they enter the hopper and are continuously pushed, cut and melted by the two coaxial rotating screws, and finally the plastic pellets are melted. In this process, the melt temperature, pressure and material flow state are changing continuously.

Extrusion process
After melting, the molten plastic melt is pushed to the die head for extrusion. The coaxial twin-screw extruder is equipped with a specially designed die head, which is used to mold the product by controlling the temperature and pressure. The internal cavity shape of the die head determines the appearance and shape of the product.

Adjustment of machine parameters
Different kinds of plastic pellets have different requirements for the coaxial twin-screw extruder. Therefore, some parameters of the coaxial twin-screw extruder need to be adjusted to achieve the best production results. For example, the hopper temperature needs to be adjusted to meet the requirements of different materials; the screw speed also needs to be adjusted according to the characteristics of different materials.
Usage of Co-rotating Twin Screw Extruder
The coaxial twin-screw extruder has become an important equipment in the fields of plastic products and rubber products. The specific uses are as follows:
Manufacture of plastic products
Coaxial twin-screw extruder can manufacture various plastic products, such as plastic pipes, plates, films, profiles, woven bags, bottle caps and so on.
Manufacture of rubber products
Coaxial twin-screw extruder can also be used to manufacture a variety of rubber products, such as sealing strips, rubber tubes and so on.
Manufacture of chemical products
Coaxial twin-screw extruder can be used to manufacture various chemical products, such as polymer materials, adhesives, coatings and so on.
Manufacture of food packaging materials
Coaxial twin-screw extruder can be used to manufacture various food packaging materials, such as plastic bags, beverage bottles and so on.
Our factory
Established in 2014,COLOWE is recognized one of China's poineer for twin screw extruder,banbury kneader compouding machine,two-stage screw compounding extruder,three screw compuding machine.since it is founder, COLOWE has focused on quality and have stood out for the flexibility and attention given to every single need of each customer.During the design stage COLOWE study the best solutions for each customer's business, customising machines with each customer who choose COLOWE .

FAQ