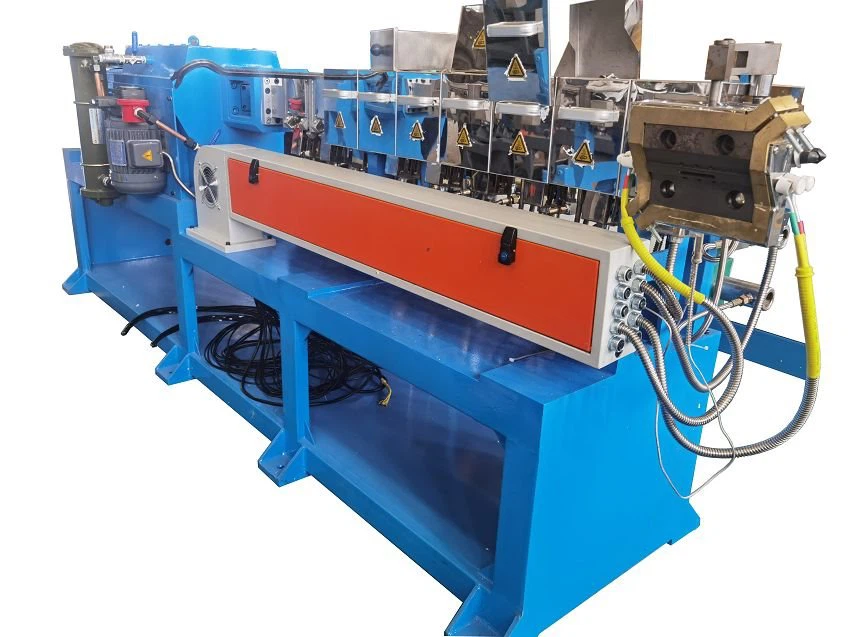
Twin screw extruder

Professional LDPE Extrusion Machine Manufacturers
Extruder machine parameter: 1. Extruder temperature When blowing low density polyethylene (LDPE) film, the extrusion temperature is generally controlled between 160 °C and 170 °C, and the temperature of the machine head must be uniform. If the extrusion temperature is too high, the resin is...
Features
Extruder machine parameter:
| Model | Screw diameter(mm) | Screw speed(rpm/min) | Motor power(Kw) | Output(Kg/h) | |
TSK52/120 | TCK 52 | 51.4 | 500 | 45 | 100 300 |
TCE 120 | 120 | 85 | 30.37 | ||
TSCK52/120 | TCK 52 | 51.4 | 600 | 55 | 200 500 |
TCE 150 | 150 | 85 | 37.45 | ||
TSK 65/150 | TCK 65 | 62.4 | 500 | 90 | 200 500 |
TCE150 | 150 | 85 | 37.45 | ||
TSK 65/180 | TCK65 | 62.4 | 600 | 110 | 400 800 |
TCE180 | 180 | 85 | 45.55 | ||
TSK 75/180 | TCK75 | 71 | 500 | 132 | 400 800 |
TCE 180 | 180 | 85 | 45.55 | ||
TSK 75/200 | TCK 75 | 71 | 600 | 160 | 700 1500 |
TCE 200 | 200 | 85 | 55.75 | ||
TSK 95/220 | TCK 95 | 93 | 400 | 200 | 800 1600 |
TCE220 | 220 | 85 | 75.90 | ||
1. Extruder temperature
When blowing low density polyethylene (LDPE) film, the extrusion temperature is generally controlled between 160 °C and 170 °C, and the temperature of the machine head must be uniform. If the extrusion temperature is too high, the resin is easily decomposed, and the film is brittle, especially The longitudinal tensile strength is significantly reduced; if the temperature is too low, the resin will be poorly plasticized, and the expansion and stretching cannot be performed smoothly. pattern and unmelted nuclei (fish eyes).
2. Inflation ratio
Inflation ratio is one of the control points of the blown film production process, which refers to the ratio between the diameter of the film bubble after inflation and the diameter of the uninflated tube ring. The inflation ratio is the transverse expansion multiple of the film. In fact, the film is stretched in the transverse direction. The stretching will orient the plastic molecules to a certain extent, and the inflation ratio will increase, thereby increasing the transverse strength of the film. However, the blow-up ratio should not be too large, otherwise the bubble will be unstable and the film will be prone to wrinkling. Therefore, the inflation ratio should be properly matched with the traction ratio. Generally speaking, the inflation ratio of the low density polyethylene (LDPE) film should be controlled at 2.5-3.0.
3. Traction ratio
The draw ratio refers to the ratio between the pulling speed of the film and the extrusion speed of the tube ring. The draw ratio is the draw ratio in the longitudinal direction, which makes the film have an orientation effect in the direction of take-up. When the traction ratio increases, the longitudinal strength will also increase, and the thickness of the film will become thinner. However, if the traction ratio is too large, the thickness of the film will be difficult to control, and the film may even be pulled off, resulting in film breakage. The draw ratio of low density polyethylene (LDPE) film is generally controlled between 4-6.
4. Dew point
The dew point, also known as the frost line, refers to the boundary line where the plastic changes from a viscous flow state to a high elastic state. During the film blowing process, the low density polyethylene (LDPE) is in a molten state when extruded from the die and has good transparency. After leaving the die, the blowing area of the film bubble is cooled by the cooling air ring. When the cooling air blows to the plastic film bubble just extruded from the die head at a certain angle and speed, the high temperature film bubble and the cooling air In contact, the heat of the film bubble will be carried away by the cold air, and its temperature will drop significantly below the viscous flow temperature of low density polyethylene (LDPE), so that it cools and solidifies and becomes cloudy. On the blown film bubble we can see a dividing line between transparency and blur, which is the dew point (or frost line).
In the film blowing process, the dew point has a certain influence on the film performance. If the dew point is high and is located above the inflated bubble, the inflation of the film is carried out in a liquid state, the inflation only thins the film, and the molecules are not subject to stretch orientation, the performance of the blown film at this time is close to on cast film. On the contrary, if the dew point is relatively low, the inflation is carried out in the solid state. At this time, the plastic is in a high elastic state, and the inflation is like transverse stretching, so that the molecules are oriented, so that the performance of the blown film is close to Orientation film.
You Might Also Like






Send Inquiry